







东莞神誉五金科技公司-精密CNC加工厂-佛山CNC加工厂
东莞市神誉五金科技有限公司
经营模式:生产加工
地址:广东省东莞市石排镇水贝荔枝园东路23号
主营:cnc加工,铣床加工,五金件加工,数控车床加工等
业务热线:0769-81722381
QQ:262548829
产品详情 联系方式
产品品牌:神誉五金
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
CNC加工铣刀切削速度v(米/分)是铣刀刃的圆周速度。做cnc加工的人都知道,做好铣刀切削参数的设置,是加工出合格加工件的重要环节,铣削进给量有3种表示方式:
1、每分钟进给量vf(毫米/分),表示工件每分钟相对于铣刀的位移量;
2、每转进给量f(毫米/转),表示在铣刀每转一转时与工件的相对位移量;
3、每齿进给量af(毫米/齿),表示铣刀每转过一个刀齿的时间内工件的相对位移量。
cnc加工设备的高速钢铣刀铣削中碳钢的切削速度一般为20~30米/分(n=7000/D~10000/D);硬质合金铣刀可达60~90米/分(可按3倍高速钢铣刀估算)。
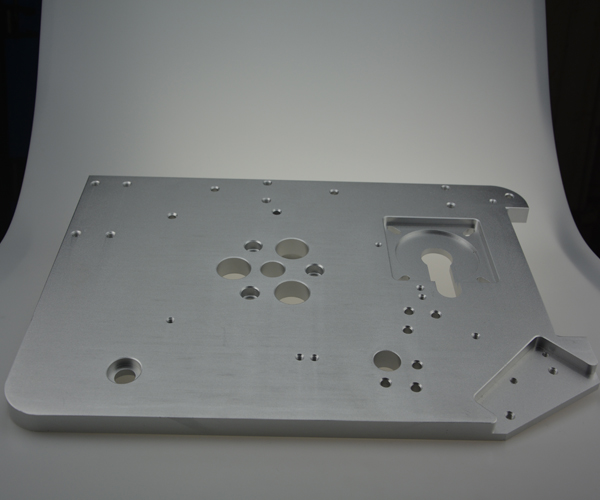
CNC加工厂







铝外壳CNC加工的定位标准是什么?
众所周知,铝外壳的导电性非常好,仅次于银、铜和金。因此,许多工业壳体会选择各种铝制壳体。铝外壳的质量往往与加工工艺有关。那么铝外壳CNC加工的定位标准是什么?
铝外壳数控加工定位标准:
1.设计标准:设计标准是铝件设计中使用的标准。
2.对照基准:如果工件上两个加工面之间的位置精度要求较高,可采用两个加工面相互标准重复加工的方法。
3.多基准定位:在交叉定位的情况下,可通过设计夹具和多基准定位来防止定位标准的变化。同时,可以检查前道工序的加工质量,防止前道工序缺陷造成加工问题。
4.标准堆放:当铝件在铝壳数控加工中心的定位与设计标准基本不匹配时,做好装配图分析,确定铝件设计标准的设计功能,通过尺寸链的计算,严格定义定位标准与设计标准之间的精度公差范围,确保加工精度。

正确选择切削加工方式
在使用数控铣床加工的时候,有顺铣和逆铣两种方式。顺铣的精加工效果要优于逆铣。所以在零件的加工当中,条件允许的情况下尽量选择顺铣来提升零件表面质量。在轴类零件的车削中,对不同轴颈的加工也需要尽可能的选择同一把车刀,从而可以更好的减少由于接刀而带来的痕迹。
CNC加工厂
合理设计切入切出路线
在使用CNC加工进行零件加工的时候,对切入切出路线要设计,优化机床的切削角度。为了达到减少切刀痕迹的效果,确保表面的质量不受到影响,需要对刀具切入进行规划。刀具的切入点主要是从零件的周边外延开始,从而确保光滑的轮廓表面。切入刀具要尽量选择较小的进给速度,让其保持以一个缓慢的速度进行切削,使切削圆滑过渡,从而保证切削质量。


周先生先生
手机:18027051516


